Краткое введение в 3D печать
Введение⌗
На самом деле 3D принтер это станок с числовым программным управлением. Он ничего не знает о печати как таковой. Через файл он получает инструкции насколько нагреться, куда подвинуть столик и головку, и сколько выдавать пластика. Если у вас оборвется пластик или вы его не поставите ему будет вообще на это плевать (хотя можно, конечно, поставить датчик обрыва). Если первый слой не прилипнет к столу, ему тоже будет плевать. Если дальше что-то пойдет не так, ему опять же будет плевать, никакой обратной связи кроме температур, положения экструдера в начальной точке и, если поставите, обрыва нити у него нет. Так же можно запросто запороть столик например. Если подать его выше чем нужно и провести по нему экструдером. Будет нехилая вмятина.
Процесс подготовки к печати⌗
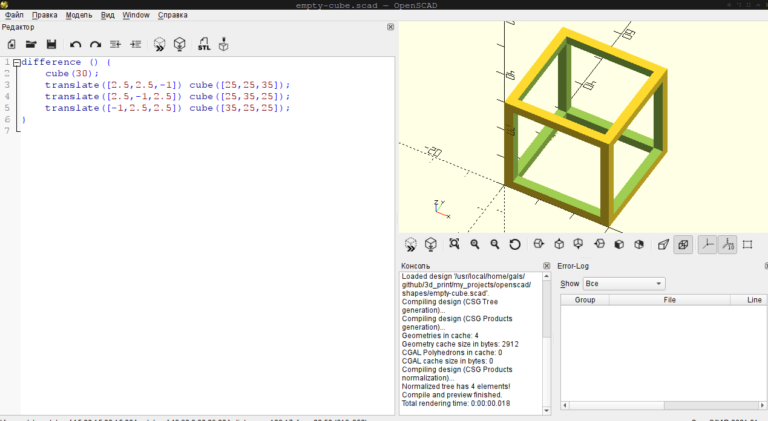
- Рисуете модель в чем нить, я пока только пробовал http://openscad.org/, это такая инженерная система где приходится вспоминать геометрию. Модели рисуются в виде кода, типа куб такой-то, там-то. Выглядит примерно так. Есть под Win/MacOS/Linux
- На выходе получаем STL файл. Ну или находим нужное в виде STL файла на сайтах типа https://www.thingiverse.com/ или поисковике https://www.yeggi.com/. Все начинают с них 🙂 Так же рекомендую https://cults3d.com/.
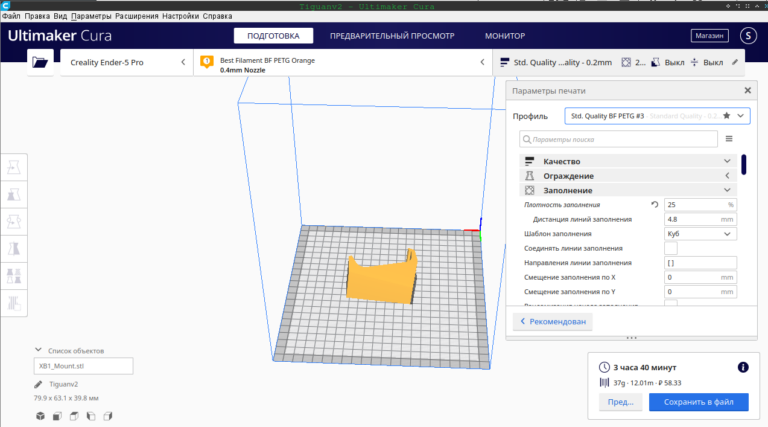
- Грузим полученный файл в слайсер. У меня это Cura (есть под Linux, MacOS и Windows). Выглядит примерно так. Там выставляем примерно миллион настроек (шучу, меньше, но сначала придется покопаться), такие как температура стола, башки, ретракта (что бы соплей не было), скорость печати, и слоев. В правом нижнем углу получаем время сколько это займет, сколько метров и граммов пластика уйдет, и если введем цену пластика, сколько это будет стоить в той валюте в которой вы указали. Жмем Cохранить в файл, и получаем файл gcode
- Файл gcode это инструкции для принтера, на сколько нагреть голову или столик, как подвинуть голову (или столик) и зависят от принтера. Файл записываем на флешку, флешку вставляем в принтер, выбираем там файл и печатаем. На самом деле это не единственный путь, но самый очевидный и доступный. Более продвинутые опишу ниже в улучшениях.
Процесс печати на принтере⌗
По началу придется много эксперементировать и много выбрасывать. Смиритесь заранее 🙂 Так же сначало надо отрегулировать столик. Мануалов мильен, гуглится по ender 5 bed leveling, но на самом деле это не гарантирует его 100% правильно положение.
Сначала принтер попытается освободиться того что там натекло пока он разогревался, и рисует полосу в два прохода справа. Тут надо смотреть что вторая полоса норм, и что вся паутина и козюльки остались на ней. Выглядит это примерно так
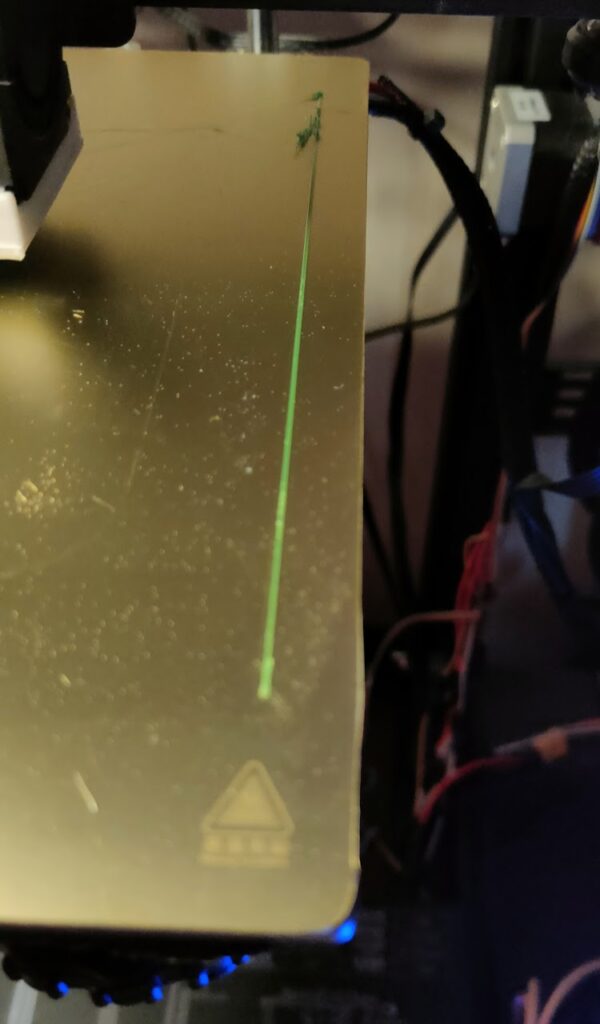
Если у вас нет этой линии, можете смело отменять печать, ничего хорошего не получится, что то не так с настройками или уровнем стола.
Дальше, если у вас cura настроена по дефолту (это называется тип поддержки юбка), принтер рисует три линии обвода фигуры. Выглядит примерно вот так
Рисуется эта юбка не для красоты, а что бы вы могли понять, все ли ок у вас с уровнем столика. Если что то не так, надо подкручивать колеса регулировки пока он эти полоски рисует. Тут, обычно, вас ждет мат, и вопросы _ну что за х..ня !!! и отмена печати. Это нормально, умение придет с опытом, ну или можно это дело автоматизировать, c помощью bltouch, о чем в отдельном посте, в улучшениях.
Если юбка напечаталось норм, то с уровнем стола уже все ок, но дальше могут уже другие проблемы, типа расслоение из-за неправильной температуры, сопли, и прочие прелести которые вполне решаемы со временем и опытом.
Типы пластиков⌗
Самые распространенные это
- ABS самый недорогой, но и в квартире им печатать нельзя, воняет (и я его не пробовал)
- PLA считается самым простым пластиком, делается из кукурузы и сахарного тростника, не воняет при печати, везде говорят что биоразлагаем, но все эксперименты по закапыванию в землю на 1 и 2 года что я видел говорят что он за это время почти не меняется. Проблема этого пластика что он в горячей воде становится гибким, а что на жаре, например в машине летом на торпеде под лобовым стеклом может запросто поплыть и деформироваться. Так же он хрупок
- PEGT более термо и водо устойчив чем PLA, можно печатать дома, проблема, на мой взгляд, тока в том что он сопливится (у модели в пустотах, там где шел экструдер но ничего не печатал остаются тонкие пластиковый волосы), но это легко решается продувкой детали строительным феном и этот способ лично мне нравится больше всего. Обычно печатал BestFilament который брал на Ozone, сегодня попробовал на том же озоне взять НИТ, он в 1,5 раза дешевле но тестовая печать меня вполне удовлетворила.
Проблемы которые скорее всего придется решать⌗
- установка уровня стола, возни с этим куча, но можно решить дополнительным девайсом bltouch, о чем в будет в отдельном посте, об улучшениях
- подбор температуры стола и экструдера, так как пластики разные, а точность термопары не 100% то эти параметры индивидуальны для каждого принтера
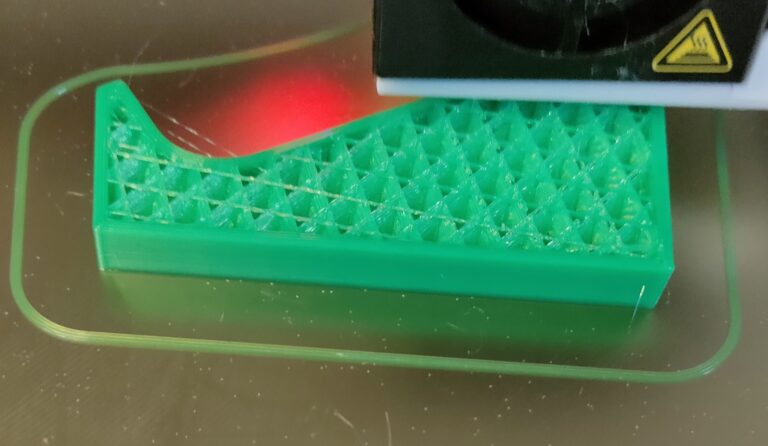
- загибание углов. на дефолтном столике это была прям проблема, доходило вообще до вот такого (кстати так полностью и не решил, до сих пор случается)
Почему ender-5 Pro⌗
- Коллега посоветовал у которого был опыт и Ender-3
- Много запчастей и возможностей апгрейда
- Рамность
- Большое комьюнити
- Было в озоне с доставкой в течении 3х дней, и всего на 5 тысяч дороже чем на али. В случае али это растаможка и срок доставки побольше.
Ссылки⌗
- мои проекты на гитхабе
- мои дизайны на thingiverse
- Улучшение 3d печати
- Пример 3d печати на одном проекте